


プラスチック板のNCルーター加工:対応板厚・精度・注意点の実際
── 対応板厚・加工精度・できない加工の代替手段・品質管理のポイントまで網羅
本コラムは、プラスチック板の切削加工を検討している設計者・調達担当者向けに、NCルーターの特性と実務上の運用ポイントを整理したガイドです。
以下の4点を体系的に解説します。
- 素材別の対応板厚と標準寸法公差(±0.1mm)の目安
- NCルーターが得意な加工・苦手な加工の一覧と代替手段
- NCルーターとマシニングセンタの使い分け基準
- 材料固定・切削粉処理・条件最適化など運用上の注意点
「NCルーターとレーザー加工機の違いは」「タップ加工はできるか」「真空吸着テーブルの貫通加工はどうなるか」といった実務的な疑問に直接答える構成になっています。
プラスチック加工の基礎シリーズ
- 【基礎①】プラスチック切削加工で失敗しないポイント
- 【基礎②】プラスチック板のNCルーター加工:対応板厚・精度・注意点の実際(このページ)
- 【基礎③】金属と何が違う?プラスチックのマシニングセンタ加工
- 【基礎④】プラスチックNC旋盤加工:課題解決と高品質実現の技術革新
- 【基礎⑤】木工機械活用術:柔軟で高効率なプラスチック加工の実現
この記事を読んでいる方におすすめ!
受信箱に届く5分の学び
日々の素材選定や加工の課題に向き合うお客様の伴走者でありたい。
そんな思いから、現場で役立つ実践知識を週2回、5分で読めるメールでお届けしています。
ご登録無料。いつでも解除可能です。
<主な配信内容>
目次
NCルーターとは何か:プラスチック板加工における基本的な役割
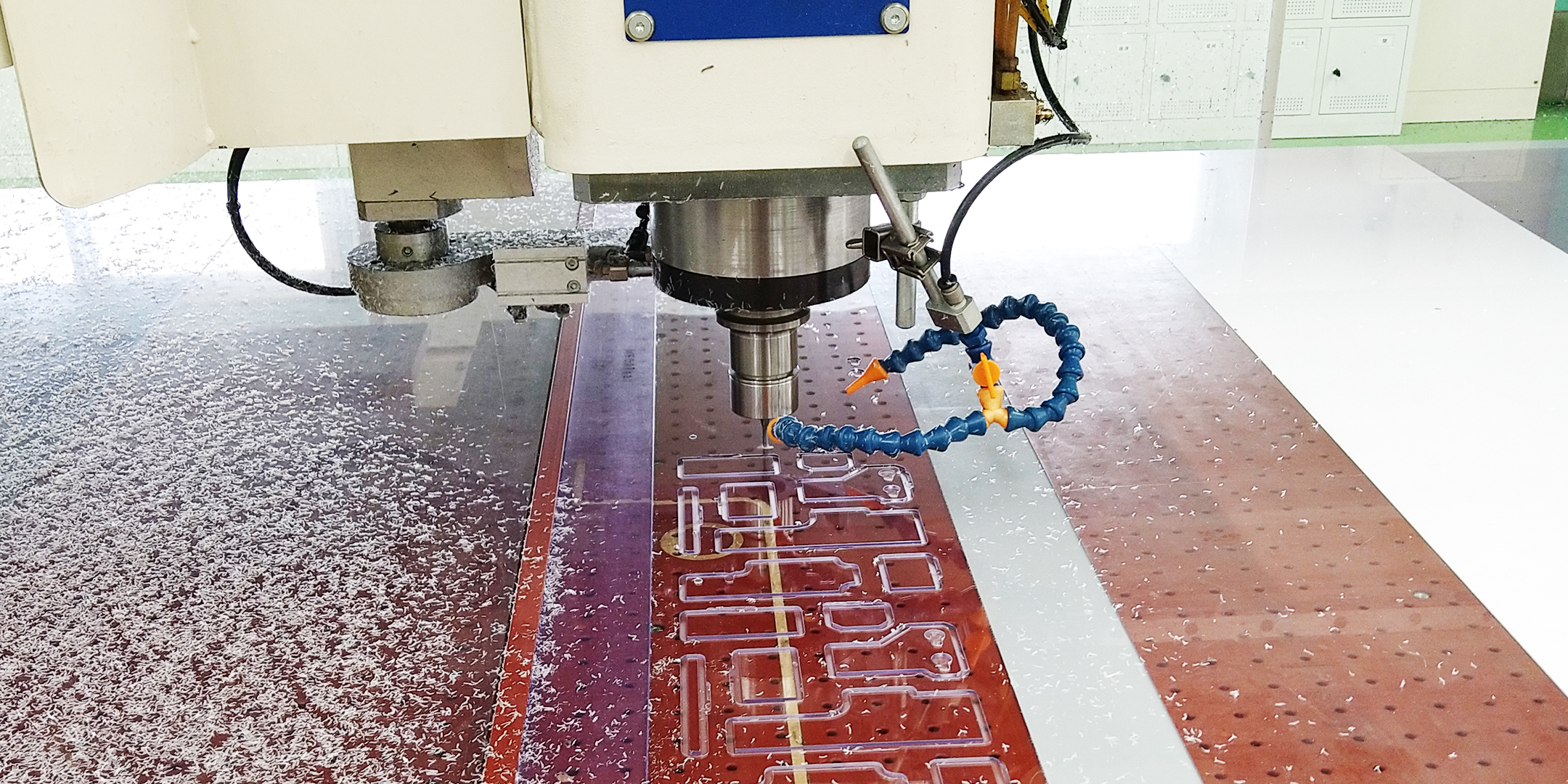
NCルーター(Numerical Control Router)は、コンピューター制御によって回転工具を動かし、プラスチック板を機械的に切削・彫刻する加工機です。
熱を使わずに材料を削る「非熱加工」が最大の特徴で、熱に弱いプラスチックの板材加工に特に適しています。
PVC・PP・PE・アクリル・MCナイロン・POMなど、幅広いエンジニアリングプラスチックに対応します。
【定義】NCルーターによるプラスチック板加工とは
数値制御(NC)によって工具経路を管理し、エンドミル・ボールエンドミル・Vビット等の回転工具でプラスチック板を切削・溝加工・外形カット・タップ加工等を行う機械加工法です。加熱を伴わないため、熱変形・溶融・有害ガス発生のリスクがなく、寸法精度の安定性が高いのが特徴です。
対応板厚と達成可能な加工精度
標準的な寸法公差は±0.1mmで、素材・板厚・形状によって変動するため、高精度部位はマシニングセンタとの組み合わせも有効です。
NCルーターでプラスチック板を加工する場合、一般的に対応できる板厚の目安と、達成できる精度の目安は以下のとおりです。
| 素材 | 目安板厚 | 標準寸法公差 | 備考 |
|---|---|---|---|
| PVC(硬質) | 2〜50mm | ±0.1mm | 最も一般的、溝・外形加工に対応 |
| PP(ポリプロピレン) | 2〜50mm | ±0.1〜0.2mm | 弾性があるため固定方法に注意 |
| PE・UHMW-PE | 3〜100mm以上 | ±0.1〜0.2mm | 厚物加工も対応可 |
| アクリル(PMMA) | 2〜30mm | ±0.1mm | 切削速度・工具選定で割れに注意 |
| MCナイロン・POM | 5〜100mm以上 | ±0.05〜0.1mm | 高精度部品向け、温度変化に注意 |
※上記は目安です。形状・工具条件・環境温度により変動します。詳細はお問い合わせください。
NCルーターの標準的な寸法公差は±0.1mm(品質管理基準)。
高精度が必要な部位はマシニングセンタとの組み合わせも可能です。
NCルーターで何ができるか? 得意な加工一覧
外形カット・溝加工・タップ加工・彫刻・3D曲面まで幅広く対応でき、工具交換で1台が多目的加工機として機能します。
NCルーターはプラスチック板に対して以下の加工が得意です。
| 加工種 | 内容・特長 |
|---|---|
| 外形カット | 板材の外形を図面通りにカット。直線・曲線・複雑形状に対応 |
| 溝加工・ザグリ加工 | 任意の深さで溝を彫る。段付き加工も可能 |
| 穴あけ・タップ加工 | 貫通穴・下穴加工は対応可。ただしタップ加工(ネジ立て)は手作業補完が必要なケースが多く、φ1mm以下の極小径穴は工具折損リスクがあるため要相談 |
| 皿モミ加工 | 皿ネジ用の座面加工 |
| 彫刻・文字入れ | Vビットで細かい文字・マーキングも可能 |
| 3D曲面加工 | CAMソフト連携でボールエンドミルによる立体形状にも対応 |
NCルーターでできない加工は? 苦手な加工と代替手段
タップ加工・貫通加工・極小径穴・多面加工は苦手で、用途に応じてマシニングセンタや手作業との組み合わせが現実的な解決策です。
NCルーターは万能ではありません。以下の加工は苦手であり、代替手段の検討が必要です。
| 苦手な加工 | 理由 | 代替手段 |
|---|---|---|
| タップ加工(ネジ立て) | NCルーターは使用できる刃物本数が限られ、タップホルダーの自動交換に制限がある | 手作業タッピング or マシニングセンタへ切替 |
| 貫通加工(真空吸着時) | 真空吸着テーブルは貫通穴加工で吸着力が失われるため、完全貫通が難しい | 0.2mm残しでカット→カッターで仕上げ、または両面テープ固定に変更 |
| 極小径穴(φ1mm以下) | 細径工具の折損リスクが高く、安定した加工が難しい | ドリルプレス or マシニングセンタ |
| 高精度な多面加工 | NCルーターは基本的に平面加工が主体。多面や反転加工は段取り替えが必要 | マシニングセンタの利用を推奨 |
| 軟質・発泡プラスチック | 材料が柔らかく固定・切削が安定しにくい。固定方法と工具の選定が重要 | 治具設計・条件の最適化が必要。事前相談推奨 |
現場のコツ
タップ加工が必要な箇所が数カ所なら、NCルーター加工後に手作業でタッピングする運用が現実的です。多数のネジ穴や高精度が必要な場合は、最初からマシニングセンタをご検討ください。
なぜプラスチック板加工にNCルーターが選ばれるのか
非熱加工による安定した仕上がり
熱を使わない切削のため、PP・PE・PVCなど熱に弱いプラスチックでも溶融・変形なく高精度な加工が可能です。
レーザー加工機はプラスチックに高温を当てるため、以下の問題が起きやすくなります。
レーザー加工機の問題点
- PP・PE・PVCなどの溶融・焦げ
- 寸法の収縮・歪み(特に加工後の冷却時)
- PVCなど一部素材での有害ガス発生
NCルーターは機械的に削るため、これらの熱影響がありません。
工具交換による加工バリエーション
エンドミル・Vビット・ボールエンドミルなど工具を交換することで、1台で溝・彫刻・3D曲面まで対応できます。
使用する切削工具を変えることで、1台で多様な加工に対応できます。
| 工具 | 主な用途 |
|---|---|
| エンドミル | 溝加工・外形カット・穴あけ。最も汎用的 |
| ボールエンドミル | 3D曲面・テーパー形状の仕上げ加工 |
| Vビット | 彫刻・文字入れ・V溝加工 |
| ダイヤモンドカッター | 高硬度材(PEEK・セラミック充填系)への対応 |
レーザー加工機の限界とプラスチック加工の課題
レーザー加工機はプラスチックに高温を当てるため、溶融・変形・有害ガス発生のリスクがあり、プラスチック板加工には適していません。
レーザー加工機は高温を利用して金属を切断するため、プラスチックのような熱に弱い素材では、局所的な加熱により材料が溶融・焦げ、寸法の安定性や仕上がり精度に大きな影響を及ぼします。
さらに、一部のプラスチックは加熱時に有害ガスを発生させるため、作業環境の安全性も確保できません。
熱影響による変形や溶融の課題
- 溶融や焼け焦げ:PP・PEなどは熱により容易に溶融し、切断面が粗くなります。局所的な温度上昇で焦げが生じ、見た目の悪化や機能低下を招きます。
- 寸法の不安定化:レーザー照射による急激な膨張・収縮で、加工後に寸法が不安定になり、精密な仕上がりが得られません。
- 有害ガスの発生:PVC(塩ビ)などは加熱時に有毒なガスを発生するため、作業環境の安全性に大きなリスクが伴います。
レーザー加工機で実用性が低い加工
- 深い溝加工・ザグリ加工:内部に深く彫り込む際は熱の影響で溶融・変形が生じ、精度の高い加工が難しくなります。
- ネジ穴加工:貫通穴は開けられるものの、タップ加工や精密なネジ穴加工には不向きです。
- バリの少ない仕上げ:熱影響によりバリや変色が発生しやすく、追加の仕上げ工程が必要となります。
加工工程と品質管理のポイント
準備・切削・仕上げの3工程で管理し、切削加工の寸法公差は±0.1mm以内を基準にノギスやデジタルマイクロメーターで確認します。
NCルーターを用いたプラスチック板の加工では、精度の高い切削を実現するために各工程で適切な管理が求められます。加工前の準備から仕上げまで、一貫した品質管理を行うことで、安定した製品を作ることが可能になります。
STEP
加工前の準備(材料確認)
加工を開始する前に、使用するプラスチック板の品質を確認し、仕様に適合していることを保証する必要があります。材質や板厚のばらつきを抑えることで、安定した加工精度を確保できます。

- 管理項目:使用する板材の厚みや材質が仕様に合っているかを確認
- 管理基準:NC加工仕様書や図面と一致していること
- 測定方法:ノギスやコンベックス、直尺を使用
STEP
NCルーターによる切削加工
設定された加工データに基づき、NCルーターが回転工具を用いて材料を切削します。工具の種類や回転速度、送り速度を適切に設定することで、バリを抑えた高品質な仕上がりが得られます。

- 管理項目:切削形状が図面と一致しているか
- 管理基準:±0.1mm以内の寸法公差
- 測定方法:ノギス、デジタルマイクロメーターなど。公差外の部品は即時報告し、加工条件の見直しを実施
STEP
加工後の仕上げと検査
切削加工後、バリ取りや表面仕上げを行い、最終製品としての品質を確保します。傷や欠けがないかを目視で確認し、必要に応じて追加の処理を施します。

- 管理項目:バリ取りや表面の仕上がり確認
- 管理基準:バリなし、傷や欠けのない状態
- 測定方法:目視検査、指触確認
NCルーター運用上の4つの注意点
① 材料固定方法の選択
固定方法の選択が加工精度を左右し、大型板材は真空吸着テーブル、小型ワークは両面テープが基本です。
NCルーターは加工中のズレを防ぐため、適切な固定が不可欠です。
素材のサイズや加工内容によって以下の2種類を使い分けます。
- 真空吸着テーブル:大型板材に有効。ただし貫通加工時は吸着力が低下するため、0.2mm残しで切削し後でカッターで仕上げる
- 両面テープ:小型ワークや少量加工に適する。クランプ治具不要で段取りが速い
② 切削粉の処理
大量発生する切削粉を放置すると加工精度の低下・機械故障につながるため、集塵装置の常時稼働が必須です。
機械的切削のため、レーザー加工と異なり切削粉が大量に発生します。
放置すると加工精度の低下や機械故障の原因になります。
以下の2点が基本的な対策です。
- 集塵装置の常時稼働
- 切削粉の排出経路を機械内部へ蓄積させない設計・運用
③ 切削条件の素材別最適化
素材ごとに最適な送り速度・回転数が異なり、アクリルは低送り高回転、PP・PEは固定と送りのバランスが鍵です。
素材ごとに最適な送り速度・回転数が異なります。
以下の素材別の特性を把握した上で条件を設定してください。
- PP・PE:切削抵抗が小さく工具が逃げやすいため、固定と送り速度のバランスが重要
- アクリル:割れやすいため低送り・高回転が基本
- MCナイロン・POM:精度が出やすいが、熱膨張に注意(加工後の温度変化で寸法変動あり)
④ マシニングセンタとの使い分け
板材の外形・溝加工が主体ならNCルーター、多数のネジ穴・多面加工・高精度穴が必要ならマシニングセンタが適切です。
NCルーターとマシニングセンタは似て非なる機械です。
以下の観点で使い分けてください。
| 比較項目 | NCルーター | マシニングセンタ |
|---|---|---|
| 主な用途 | 板材の外形・溝・彫刻 | 立体部品・多面加工・高精度穴 |
| 工具自動交換 | 限定的(手動交換が多い) | ATC(自動工具交換)搭載 |
| タップ加工 | △(手作業補完が多い) | 〇(自動対応) |
| 加工エリア | 大型板材対応(広いテーブル) | 比較的コンパクト |
| コスト | 比較的安価 | 高精度加工向けで高価になりやすい |
まとめ
プラスチック板加工においてNCルーターが選ばれる理由は、非熱加工による品質の安定性と、工具交換による加工の多様性にあります。
一方で万能ではなく、タップ加工や貫通加工など苦手な領域があることも理解した上で使いこなすことが重要です。
本コラムのポイントを整理します。
- 標準的な寸法公差は±0.1mm。高精度部位はマシニングセンタとの組み合わせも有効
- 非熱加工のため、PVC・PP・PEなど熱に弱い素材でも安定した仕上がりを実現
- タップ加工(多数・高精度)・極小径穴・高精度多面加工は苦手。マシニングセンタや手作業との組み合わせが現実的
- 材料固定(真空吸着 or 両面テープ)・切削粉処理・素材別条件設定が品質のカギ
「NCルーターで対応できるか」の判断は、形状・公差・数量・素材の4点をセットで確認することが重要です。
迷ったときはまずご相談ください。
よくある質問(FAQ)
NCルーターとレーザー加工機の違いは何ですか?
NCルーターは回転工具で機械的に削る「非熱加工」のため、熱に弱いPP・PE・PVCなどのプラスチックでも溶融・変形なく高精度に加工できます。レーザー加工機は高温で溶かして切断するため、プラスチックでは焦げ・有害ガス発生・寸法不安定といった問題が生じやすく、プラスチック板加工には不向きです。
NCルーターでタップ加工(ネジ穴)はできますか?
NCルーターは使用できる刃物本数が限られるため、タップ加工(ネジ立て)は手作業での補完が一般的です。数カ所であればNCルーター加工後に手作業でタッピングする方法が現実的です。多数のネジ穴や高精度が必要な場合は、ATC(自動工具交換)搭載のマシニングセンタへの切り替えをご検討ください。
真空吸着テーブルで貫通加工はできますか?
真空吸着テーブルは大型板材の固定に適していますが、貫通加工時に吸着力が失われるという制約があります。実務上は0.2mm程度を残して切削し、その後カッターで仕上げる方法が一般的です。小型ワークの場合は両面テープ固定に変更することで対応できます。
NCルーターの加工精度(寸法公差)はどのくらいですか?
プラスチック板加工における標準的な寸法公差は±0.1mmです。素材・形状・環境温度によって変動するため、高精度が求められる部位(嵌合部・穴ピッチなど)はマシニングセンタとの組み合わせも有効です。MCナイロン・POMなどの高精度素材では±0.05mmの実績もあります。
NCルーターとマシニングセンタはどう使い分ければよいですか?
NCルーターは大型板材の外形カット・溝加工・彫刻など平面加工が得意で、低コストで対応できます。マシニングセンタはATC搭載によりタップ加工・多面加工・高精度穴加工まで対応できますが、加工コストは高くなります。板材の外形・溝加工が主体であればNCルーター、精密な立体加工・多数のネジ穴が必要であればマシニングセンタが適しています。
プラスチック板のNCルーター加工、まずはご相談ください
フジワラケミカルエンジニアリングでは、NCルーター・マシニングセンタ・NC旋盤・木工機械を保有し、素材と形状に応じて最適な加工機を選定します。
- 「図面はあるが、どの加工機が適しているかわからない」
- 「NCルーターで対応できる公差かどうか確認したい」
── そういった段階からのご相談を歓迎しています。
図面がない段階でも、要件をお聞きした上で加工可否と概算をお伝えすることが可能です。
プラスチック加工の基礎シリーズ
- 【基礎①】プラスチック切削加工で失敗しないポイント
- 【基礎②】プラスチック板のNCルーター加工:対応板厚・精度・注意点の実際(このページ)
- 【基礎③】金属と何が違う?プラスチックのマシニングセンタ加工
- 【基礎④】プラスチックNC旋盤加工:課題解決と高品質実現の技術革新
- 【基礎⑤】木工機械活用術:柔軟で高効率なプラスチック加工の実現




