


透明樹脂PMP(ポリメチルペンテン)加工で失敗する前に知るべき6つの注意点
── 板厚規格・透明性・公差・耐久性・UV透過・円形加工までを実例ベースで解説
「透明な樹脂だから、加工しても透明なままだと思っていた」「規格通りの板厚で見積もったのに、急に加工費が上がった」── PMP(ポリメチルペンテン)の加工依頼では、こうした想定と仕上がりのギャップに戸惑う設計者の方が少なくありません。
PMPは耐熱性・軽量性・耐薬品性を兼ね備えた特殊な透明樹脂ですが、その特性ゆえに金属や他の透明材とは異なる「設計の作法」が必要です。
知らずに図面を確定させてしまうと、納期遅延やコスト増、さらには仕上がりの再検討につながりかねません。
本コラムでは、以下の3点を解説します。
- PMP加工で頻発する6つのつまずきポイントと、その背景にある材料特性
- 各課題に対する現実的な対策と設計段階での切り分け方
- 透明性・精度・耐久性のどれを優先するかを決めるための判断軸
「PMPは加工しても透明なのか」「規格外の板厚は本当に高くなるのか」「円形パイプは作れないのか」といった実務的な疑問に、具体的な事例を交えてお答えします。
この記事を読んでいる方におすすめ!
受信箱に届く5分の学び
日々の素材選定や加工の課題に向き合うお客様の伴走者でありたい。
そんな思いから、現場で役立つ実践知識を週2回、5分で読めるメールでお届けしています。
ご登録無料。いつでも解除可能です。
<主な配信内容>
目次
PMP(ポリメチルペンテン)とは
PMPは、透明性・耐熱性・軽量性・耐薬品性をあわせ持つ特殊な工業用樹脂です。
PMPとは、ポリメチルペンテンの略称で、TPX®という商標名でも知られる結晶性のポリオレフィン系樹脂です。
原料メーカーである三井化学の技術情報によると、TPX®は熱可塑性樹脂のなかで最も密度が小さく、比重は約0.83とされています(出典:三井化学「TPX®特性詳細」)。
融点は220〜240℃と高く、結晶性樹脂でありながらアクリルと同等以上の光線透過率を持つ点も特徴です(出典:三井化学「TPX®(ポリメチルペンテン)」)。
この組み合わせは、他の透明材料にはなかなか見られません。
アクリルは透明性に優れますが耐熱性が低く、ポリカーボネートは耐衝撃性に優れる一方で薬品によって割れやすい性質があります。
三井化学の技術情報でも、TPX®は安定したC-C結合を持つため、ポリカーボネートやアクリル類と比較して耐薬品性に優れると説明されています(出典:三井化学「TPX®特性詳細」)。
こうした特性から、PMPは半導体洗浄工程の観察窓や、高温環境での目視検査用部品、薄膜・フィルム成形用の離型シートなど、ガラスやアクリルでは対応が難しい用途で選ばれる場面が増えています。
一方で、当社へ寄せられるPMP加工のご相談に対応するなかで見えてきたのは、「PMPだからこそ起きやすい」設計・加工上のつまずきポイントです。
今回は実際の引き合いから抽出した代表的な6つの課題と、それぞれの対策の考え方を整理してご紹介します。
設計の初期段階で押さえておくことで、手戻りやコスト増を避けやすくなります。
課題1|板厚に「規格の壁」がある
PMPの板材は流通する規格板厚が限られており、中間厚の指定は加工費増の原因になります。
PMPの板材は、メーカーが生産する規格板厚が決まっています。
当社で安定的に入手できるのは、おおむね3mm・5mm・30mmといった厚みです。
一方で、16mmや20mmのような中間厚は、規格として流通していません。
このため、規格外の板厚を図面で指定すると、30mm材から削り出して目的の厚みに仕上げる加工になります。
厚物から薄い板を削り出すため、削減される樹脂量が多くなり、加工費が上乗せされます。
さらに、厚物から取るぶん歩留まりも下がるため、材料コストの面でも不利になりやすいのが実情です。
つまり、規格にない板厚を指定すること自体が、コストと納期の両方に影響する要因になるということです。
対策
設計に余裕がある場合は、可能な範囲で規格板厚(3/5/30mm)に寄せるだけで、コストと納期を大きく抑えられます。
中間厚がどうしても必要な場合は、「最終的に効く厚み精度」を早めに共有していただくことをおすすめします。
片面切削で済むのか、両面切削が必要なのかによって、加工方法と歩留まりが変わってくるためです。
設計初期の情報共有が、無駄なコストを避ける近道になります。
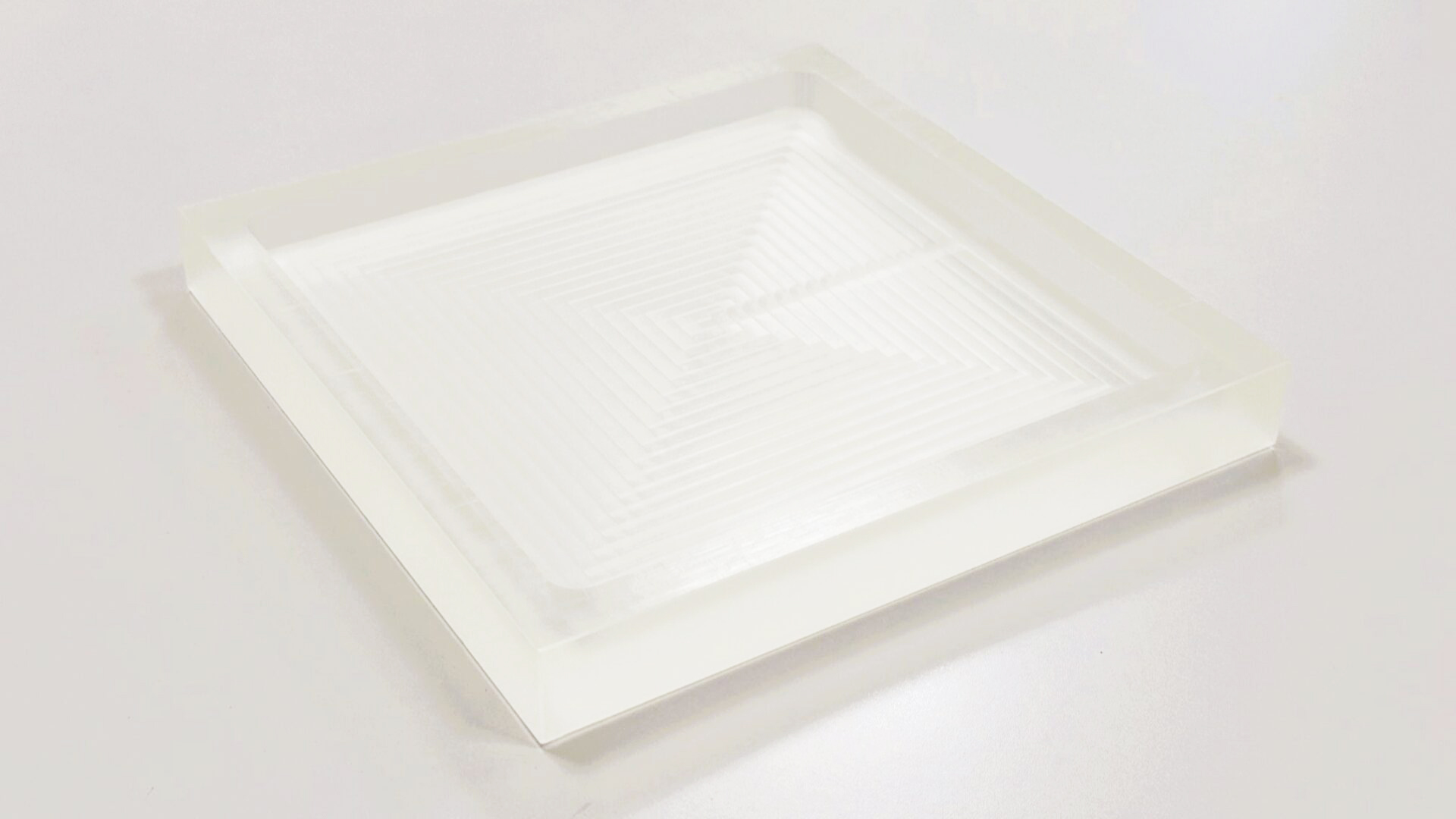
課題2|切削面は透明性が失われ「半透明仕上げ」になる
切削加工を行った面は透明性が失われ、半透明になることを前提に設計する必要があります。
切削面の半透明化とは、PMPの板材を切削加工した際、その加工面の表面が光を乱反射するようになり、つや消しに近い白っぽい見え方に変化する現象です。元の板材が持つ高い透明性は、未加工の表面でのみ保たれます。
PMP最大の魅力は透明性ですが、ここに最も多い誤解が潜んでいます。
切削加工を行った面は、この透明性が失われ、半透明(つや消しに近い状態)に変化します。
「透明樹脂だから、加工しても透明なまま」というイメージで依頼すると、仕上がりが想定と食い違ってしまいます。
PMPは「見える化」や「目視検査」を目的とした用途が多いため、この差はとくに重要な問題になりやすいのです。
対策
図面や打ち合わせの段階で「どの面の透明性を残したいのか」を明確にすることが欠かせません。
透明性をどこまで求めるかによって、現実的な落としどころは以下のように分かれます。
- 観察窓となる面だけ透明を維持し、他の切削面は半透明で構わない場合は、窓部分だけを磨き仕上げにする
- 全面の透明性が必須の場合は、削らずに使える規格板厚での設計を検討する
- 磨き・研磨工程を前提としたコストと納期の設定を行う
どちらを選ぶかによって、設計の自由度とコストのバランスが変わってくる点を踏まえておくとよいでしょう。
課題3|押出材の「うねり」と高精度公差は両立しにくい
PMPの押出板材には表面の微小なうねりがあり、透明性を保ったまま表面基準の高精度加工を行うことは構造的に難しいという特性があります。
このうねりは製造特性上避けられないもので、普段の用途であれば問題になりません。
一方で、「透明性を残したまま、表面基準で高精度の溝や段差を出す」という要求が入ると、両立が難しくなります。
実例として、「アリ溝の深さを1.9±0.05mmで、かつ透明性を維持してほしい」というご依頼がありました。
表面のうねりを基準にすると、その公差内に収まりません。
しかし表面を一皮削って平らな基準を出す(面出し)と、その面の透明性が失われてしまいます。
透明性と精度が、同じ面の上では両立できないトレードオフの関係にあるのです。
対策
このトレードオフに対して、当社では優先したい性能に応じた選択肢をご提示しています。
- 透明性優先:公差を現実的な範囲(例:±0.15mm程度)まで緩めていただき、表面を削らず透明性を保つ
- 精度優先:面出しで高精度を確保する代わりに、その面が半透明になることをご了承いただく
- 領域分け:「透明を残すエリア」と「精度を出すエリア」を図面上で分ける
透明性と表面基準の高精度を同一面で両立させることは構造的に難しいという前提を共有しておくことが、後工程での手戻り防止につながります。
課題4|離型性は良くても「繰り返し使用の耐久性」は別問題
PMPの離型性の高さと、繰り返し使用に耐える耐久性は、まったく別の評価軸として考えることが重要です。
樹脂成形用やUV関連の治具・型用途では、この離型性の高さが採用理由になります。
ただし、離型性そのものは申し分なくても、繰り返し使用するうちに表面が摩耗・劣化していくケースがあります。
結果として、「離型性は良いが耐久性が足りない」という形で寿命を迎えてしまうのです。
対策
治具や型として使う場合は、初期性能だけでなく以下の点を最初に整理しておくことをおすすめします。
- 「何回の使用に耐える必要があるのか」という耐久要求
- フッ素樹脂系(PFA・ETFE等)など、近い特性を持つ別素材との比較検討の必要性
- 透明性・離型性・耐久性のうち、どの性能を最優先するか
当社では、これらの優先順位を伺ったうえで、素材選定からご相談に応じています。
優先順位が決まっていれば、PMP以外の選択肢も含めた検討がスムーズになります。
課題5|「UV透過率」は保証が難しい
PMPの可視光での透明性とUV領域での透過特性は別物であり、UV透過率の保証には事前のサンプル評価が前提となります。
UV(紫外線)を透過させたい用途での検討も少なくありませんが、PMPのUV透過特性には注意が必要です。
グレードやロット、板厚によって透過率にばらつきがあり、特定波長での透過率を確実に保証することが難しい領域なのです。
可視光での透明性が高いことと、UV領域まで透過することは、イコールの関係にはありません。
実際に、三井化学の技術情報では、TPX®は紫外線透過率がガラスや他の透明樹脂に比べて優れていると説明されており、光学分析用のセルにも利用されているとされています(出典:三井化学「TPX®特性詳細」)。
この情報は、PMPがUV用途で選定される理由の一つになっています。
一方で、メーカーが公開する一般的な特性傾向と、個別案件で求められる特定波長での透過率保証は、別の話です。
「透明だからUVも通るだろう」という前提のまま進めると、評価段階で要求を満たさないというリスクが生じます。
対策
UV透過が要件に含まれる場合は、事前にサンプル(小片)での実測・評価を前提に進めることが安全です。
当社でも、本見積りの前に評価用サンプルをご提供し、実際の波長・板厚での透過性を確認していただく進め方をご提案しています。
図面確定前の評価が、後の要求未達リスクを避ける鍵になります。
課題6|パイプ材がなく、円形は「熱曲げ」に頼らざるを得ない
PMPには押出パイプ材が流通していないため、円形部品は熱曲げ加工と形状保持の併用で実現する必要があります。
熱曲げ加工とは、樹脂板を加熱して柔らかくした状態で曲げ、冷却によって形状を固定する加工方法です。
パイプのような押出成形品とは異なり、平板から円筒・リング形状をつくる際に用いられます。
円筒形やリング状の部品をご要望いただくこともありますが、PMPには市販の押出パイプ材(円管)が流通していません。
そのため円形の部品は、板材を加熱して曲げる熱曲げ加工で対応せざるを得ません。
ところが、この熱曲げで「真円」を出すことは、特に難しい課題です。
小径の場合はPMPの反発力(スプリングバック)が強く働き、保持を外すと開いて元に戻ろうとします。
一方で大径の場合は、自重や保持の難しさから下側が垂れて変形してしまいます。
小径・大径いずれの場合も、結果として真円にはならず、下が落ちた「涙型(ティアドロップ状)」に歪んでしまうのが共通の課題です。
熱曲げは板を「丸く曲げる」ことはできても、「自立した状態で真円を保たせる」ことは構造的に難しい加工だといえます。
対策
当社では、曲げた形状を「保持する」仕組みを併用することで、真円に近づける方法を採用しています。
- 曲げた円の外周に外径リング状のリブをはめ込んで形状を拘束し、反発や垂れによる涙型化を抑える
- 端部に溶接でフランジを取り付け、円形を機械的に保持しながら装置への取り付け座も兼ねさせる
「曲げて終わり」にせず、曲げと形状保持(リブ・フランジ)をワンセットで設計することが、PMPで円形部品を実用品として成立させるための鍵になります。
まとめ|PMPは「設計段階での対話」で価値が最大化する
PMPは、透明・耐熱・軽量・耐薬品性という稀有な組み合わせを持つ材料です。
半導体・医療・食品分野の「見える化」ニーズにおいて、大きな可能性を秘めています。
一方で、今回ご紹介してきたように、PMPならではのつまずきポイントには以下のような共通点があります。
- 板厚は規格に壁があり、中間厚・厚物は削り出しになる
- 切削面は透明性が失われ半透明になる
- うねりにより、透明性と表面基準の高精度は同一面で両立しにくい
- 離型性は良くても、繰り返し使用の耐久性は別問題
- UV透過率は保証が難しく、実測評価が前提
- パイプ材がなく、円形は熱曲げに頼るため涙型に歪みやすい(保持構造との併用が鍵)
これらの課題に共通しているのは、「何を優先するのか」という判断を、設計の早い段階で共有できれば、現実的な落としどころに着地できるという点です。
透明性なのか、精度なのか、耐久性なのか ── 優先順位が決まれば、加工方法も自然と決まってきます。
PMPの加工で気になる点がありましたら、図面が固まる前の段階でのご相談をおすすめします。
次の章では、よくいただくご質問をまとめましたので、あわせてご確認ください。
よくあるご質問
PMPは加工しても透明なままですか?
未加工面の透明性は保たれますが、切削加工を行った面は半透明(つや消しに近い状態)になります。観察窓など透明性が必要な面は、磨き加工を前提とするか、削らずに使える規格板厚で設計することをおすすめします。
PMPの規格板厚以外のサイズは加工できますか?
対応は可能ですが、規格にない中間厚(例:16mm、20mm)は、より厚い規格材からの削り出しになります。加工費が増加し、歩留まりも下がる傾向があるため、可能な範囲で規格板厚(3/5/30mm)に近づけることをおすすめします。
PMPでパイプ(円管)形状は作れますか?
PMPには市販の押出パイプ材が流通していないため、板材を熱曲げして円筒・リング形状を作る方法になります。熱曲げのみでは涙型に歪みやすいため、リブやフランジによる形状保持を併用する設計が必要です。
PMPはUVを透過しますか?
可視光での透明性が高いことと、UV領域まで透過することは別の特性です。グレードやロット、板厚によって透過率にばらつきがあるため、UV透過が要件に含まれる場合は、事前にサンプルでの実測評価をおすすめします。
PMPは治具や型として繰り返し使えますか?
離型性には優れていますが、繰り返し使用による表面の摩耗・劣化は別の問題です。想定する使用回数を最初に整理し、必要に応じてフッ素樹脂系材料との比較検討も行うことをおすすめします。
素材選定・加工のご相談はこちら
プラスチック加工に関するご相談がございましたら、どうぞお気軽にお問い合わせください。
- 「PMPでこんな見える化をしたいが、実現できるか知りたい」
- 「透明樹脂で治具を作りたいが、精度と透明性の両立が不安」
- 「規格板厚で設計を見直したいが、どこまで削れるか分からない」
- 「図面がない段階でも、素材選定から相談したい」
── そんなご要望にも、素材選定の段階から対応しています。
加工の請負だけでなく、素材選定や形状検討の段階からご一緒に考える「伴走型」のものづくりを強みとしています。
透明性・精度・耐久性のどれを優先するかが定まっていない状態でも、ご相談からスタートいただけます。
透明樹脂PMPの加工でお困りごとがありましたら、まずはお気軽にお問い合わせください。
あわせて読みたい
- 透明プラスチックのUVカット率・透明度・強度のバランスについてはこちら
透明プラスチックの特性を科学する:UVカット率・透明度・強度のバランスとは? - ポリカーボネート透明カバー加工の可能性についてはこちら
透明で守るカバー:ポリカーボネート透明カバー加工が拓く新たな可能性 - プラスチック円筒加工の基礎についてはこちら
プラスチック円筒加工の基礎と現実:板曲げの限界を材料特性と数値から徹底解説 - 機能・用途別の素材選定ガイドについてはこちら
現場の悩みに応える機能性プラスチック選定ガイド:機能×産業分野別用途からのアプローチ - 透明なのに溶接できる新素材FORTENAについてはこちら
透明なのに溶接できるPP:世界初 積層OPPプレート「FORTENA」が変える装置設計




